
ସିଟ୍ ଧାତୁ ନିର୍ମାଣ ସେବା



ଆମର କଷ୍ଟମ୍ ସିଟ୍ ଧାତୁ ନିର୍ମାଣ ସେବା
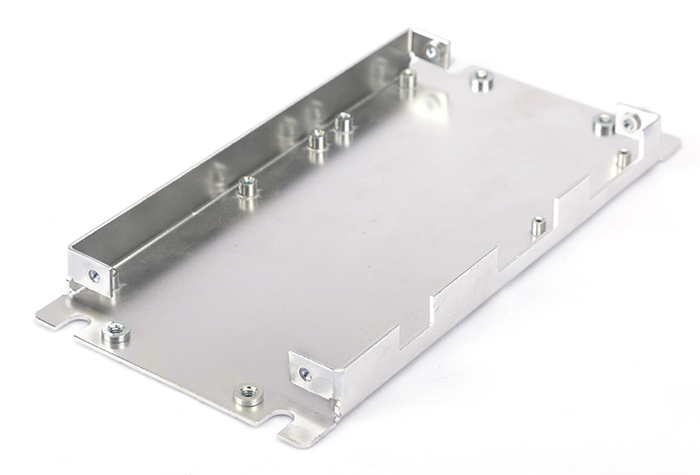
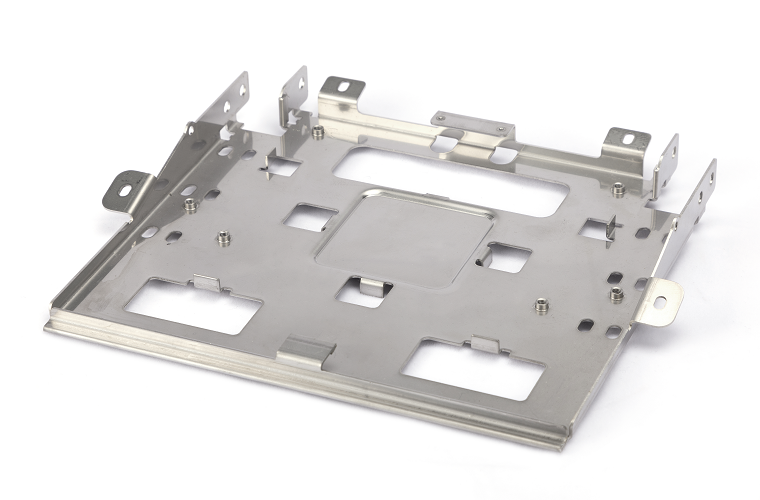
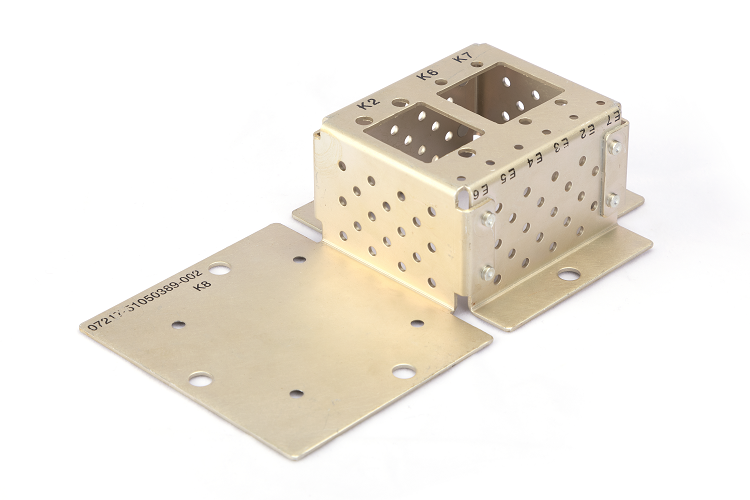
ସମାନ କାନ୍ଥ ଘନତା ସହିତ କଷ୍ଟମ ସିଟ୍ ଧାତୁ ଅଂଶ ଏବଂ ପ୍ରୋଟୋଟାଇପ୍ ପାଇଁ ସିଟ୍ ଧାତୁ ନିର୍ମାଣ ହେଉଛି ସବୁଠାରୁ କମ ଖର୍ଚ୍ଚରେ ପ୍ରସ୍ତୁତ ପସନ୍ଦ। ଗୁଆନସେଙ୍ଗ ଉଚ୍ଚମାନର କଟିଂ, ପଞ୍ଚିଂ ଏବଂ ବଙ୍କିବା ଠାରୁ ଆରମ୍ଭ କରି ୱେଲ୍ଡିଂ ସେବା ପର୍ଯ୍ୟନ୍ତ ବିଭିନ୍ନ ସିଟ୍ ଧାତୁ କ୍ଷମତା ପ୍ରଦାନ କରେ।
ଲେଜର୍ କଟିଂ
ଲେଜର କଟିଙ୍ଗରେ ସିଟ୍ ଧାତୁ ଅଂଶ କାଟିବା ପାଇଁ ଏକ ଲେଜର ବ୍ୟବହାର କରାଯାଏ। ଏକ ଉଚ୍ଚ-ଶକ୍ତି ବିଶିଷ୍ଟ ଲେଜର ସିଟ୍ ଉପରେ ନିର୍ଦ୍ଦେଶିତ ହୁଏ ଏବଂ ଏକ ଘନୀଭୂତ ସ୍ଥାନରେ ଏକ ଲେନ୍ସ କିମ୍ବା ଦର୍ପଣ ସାହାଯ୍ୟରେ ତୀବ୍ର କରାଯାଏ। ସିଟ୍ ଧାତୁ ନିର୍ମାଣର ନିର୍ଦ୍ଦିଷ୍ଟ ପ୍ରୟୋଗରେ, ଲେଜରର ଫୋକାଲ୍ ଲମ୍ବ 1.5 ରୁ 3 ଇଞ୍ଚ (38 ରୁ 76 ମିଲିମିଟର) ମଧ୍ୟରେ ପରିବର୍ତ୍ତନ ହୁଏ, ଏବଂ ଲେଜର ସ୍ପଟ୍ ଆକାର ପ୍ରାୟ 0.001 ଇଞ୍ଚ (0.025 ମିମି) ବ୍ୟାସରେ ମାପ କରେ।
ଲେଜର କଟିଂ ଅନ୍ୟ କିଛି କଟିଂ ପ୍ରକ୍ରିୟା ଅପେକ୍ଷା ଅଧିକ ସଠିକ ଏବଂ ଶକ୍ତି-ଦକ୍ଷ, କିନ୍ତୁ ଏହା ସମସ୍ତ ପ୍ରକାରର ଧାତୁ ପତ୍ର କିମ୍ବା ସର୍ବୋଚ୍ଚ ଗଜଗୁଡ଼ିକୁ କାଟିପାରିବ ନାହିଁ।
ପ୍ଲାଜ୍ମା କଟିଂ
ପ୍ଲାଜ୍ମା ଜେଟିଂରେ ଧାତୁ ଶୀଟ୍ କାଟିବା ପାଇଁ ଗରମ ପ୍ଲାଜ୍ମାର ଏକ ଜେଟ୍ ବ୍ୟବହାର କରାଯାଏ। ଏହି ପ୍ରକ୍ରିୟା, ଯେଉଁଥିରେ ସୁପରହିଟେଡ୍ ଆୟନାଇଜଡ୍ ଗ୍ୟାସର ଏକ ବୈଦ୍ୟୁତିକ ଚ୍ୟାନେଲ୍ ସୃଷ୍ଟି କରାଯାଇଥାଏ, ତାହା ଦ୍ରୁତ ଏବଂ ଏହାର ସେଟଅପ୍ ଖର୍ଚ୍ଚ ଅପେକ୍ଷାକୃତ କମ୍।
ପ୍ଲାଜ୍ମା କଟିଂ ପ୍ରକ୍ରିୟା ପାଇଁ ମୋଟା ସିଟ୍ ଧାତୁ (୦.୨୫ ଇଞ୍ଚ ପର୍ଯ୍ୟନ୍ତ) ଆଦର୍ଶ, କାରଣ କମ୍ପ୍ୟୁଟର-ନିୟନ୍ତ୍ରିତ ପ୍ଲାଜ୍ମା କଟର୍ ଲେଜର କିମ୍ବା ୱାଟର ଜେଟ୍ କଟର୍ ଅପେକ୍ଷା ଅଧିକ ଶକ୍ତିଶାଳୀ। ପ୍ରକୃତରେ, ଅନେକ ପ୍ଲାଜ୍ମା କଟିଂ ମେସିନ୍ ୬ ଇଞ୍ଚ (୧୫୦ ମିମି) ମୋଟା ପର୍ଯ୍ୟନ୍ତ ୱର୍କପିସ୍ କାଟି ପାରିବେ। ତଥାପି, ଏହି ପ୍ରକ୍ରିୟା ଲେଜର କଟିଂ କିମ୍ବା ୱାଟର ଜେଟ୍ କଟିଂ ଅପେକ୍ଷା କମ୍ ସଠିକ।
ଷ୍ଟାମ୍ପିଂ
ସିଟ୍ ଧାତୁ ଷ୍ଟାମ୍ପିଂକୁ ପ୍ରେସିଂ ମଧ୍ୟ କୁହାଯାଏ ଏବଂ ଏଥିରେ ଏକ ଫ୍ଲାଟ ସିଟ୍ ପ୍ରେସରେ ରଖିବା ଅନ୍ତର୍ଭୁକ୍ତ। ଏହା ଏକ ଉଚ୍ଚ ଆୟତନ, କମ ଖର୍ଚ୍ଚ ଏବଂ ସମାନ ଅଂଶ ଉତ୍ପାଦନ ପାଇଁ ଦ୍ରୁତ ପ୍ରକ୍ରିୟା। ସହଜ ଉତ୍ପାଦନ ପାଇଁ ସିଟ୍ ଧାତୁ ଷ୍ଟାମ୍ପିଂକୁ ଅନ୍ୟ ଧାତୁ ଆକାର କାର୍ଯ୍ୟ ସହିତ ମଧ୍ୟ କରାଯାଇପାରିବ।
ବଙ୍କା ହେବା
ବ୍ରେକ୍ ନାମକ ଏକ ମେସିନ୍ ବ୍ୟବହାର କରି V-ଆକୃତି, U-ଆକୃତି ଏବଂ ଚ୍ୟାନେଲ୍ ଆକୃତି ବଙ୍କା ସୃଷ୍ଟି କରିବା ପାଇଁ ସିଟ୍ ଧାତୁ ବଙ୍କା ବ୍ୟବହାର କରାଯାଏ। ଅଧିକାଂଶ ବ୍ରେକ୍ ସିଟ୍ ଧାତୁକୁ 120 ଡିଗ୍ରୀ ପର୍ଯ୍ୟନ୍ତ କୋଣରେ ବଙ୍କା କରିପାରିବ, କିନ୍ତୁ ସର୍ବାଧିକ ବଙ୍କା ଶକ୍ତି ଧାତୁ ଘନତା ଏବଂ ଟାନସିଆଲ ଶକ୍ତି ଭଳି କାରଣ ଉପରେ ନିର୍ଭର କରେ।
ସାଧାରଣତଃ, ଧାତୁ ପତ୍ର ପ୍ରାରମ୍ଭରେ ଅତ୍ୟଧିକ ବଙ୍କା ହେବା ଆବଶ୍ୟକ, କାରଣ ଏହା ଆଂଶିକ ଭାବରେ ଏହାର ମୂଳ ସ୍ଥିତିକୁ ଫେରିଯିବ।





